Defect Detection
AOI for surface anomalies — voids, craters, inclusions, contamination. Pixel-level classification against your control plan defect library.
Learn more →Line-side AOI for automotive Tier-1 suppliers. Powder coat, weld bead, surface finish, and dimensional GD&T — 100% in-process, no operator judgment.
Inspection Capabilities
AOI for surface anomalies — voids, craters, inclusions, contamination. Pixel-level classification against your control plan defect library.
Learn more →Gauge-correlated measurement for flatness, parallelism, position, and true position. Outputs Cpk/Ppk and SPC-ready CSV.
Learn more →Ra/Rz-equivalent surface texture measurement from 2D photometric stereo. No tactile stylus needed at line speed.
Learn more →Weld bead geometry — width, height, undercut, porosity, and arc strike — measured in-process against your weld procedure spec.
Learn more →Platform
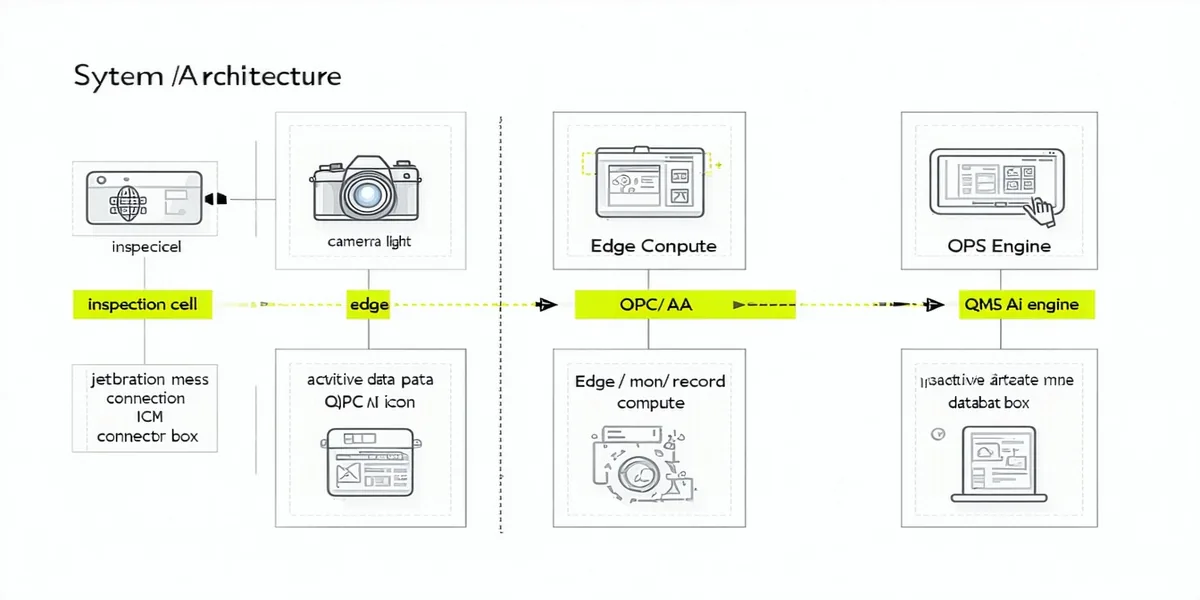
Every inspection result is timestamped, tagged to part serial and shift, and stored in a format your QMS can ingest. SPC-ready output aligned with AIAG measurement system analysis guidelines.
Deployment
Qcvisionly configures the imaging cell — GigE Vision or USB3 Vision camera, structured light or ring illumination — matched to your part geometry and surface type. Calibration output is a NIST-traceable measurement file.
Your existing control plan defect classes and dimensional tolerances are imported directly. No manual retraining for standard automotive defect classes — powder coat voids, weld undercut, surface scratch, edge burr.
System is deployed at the production cell. Qcvisionly provides the IQ/OQ/PQ validation documentation your IATF 16949 internal audit team requires. SPC data feed begins immediately.
Integrations
Field Evidence
We passed our OEM supplier audit on first attempt after deploying the weld inspection cell. The IATF documentation package was audit-ready the day we went live.
The surface finish measurement at line speed solved a problem we had been trying to address with tactile gauges for two years. Ra readings are within 5% of CMM lab values.
Built for OT/IT environments on the production floor.